私たちのウェブサイトへようこそ!





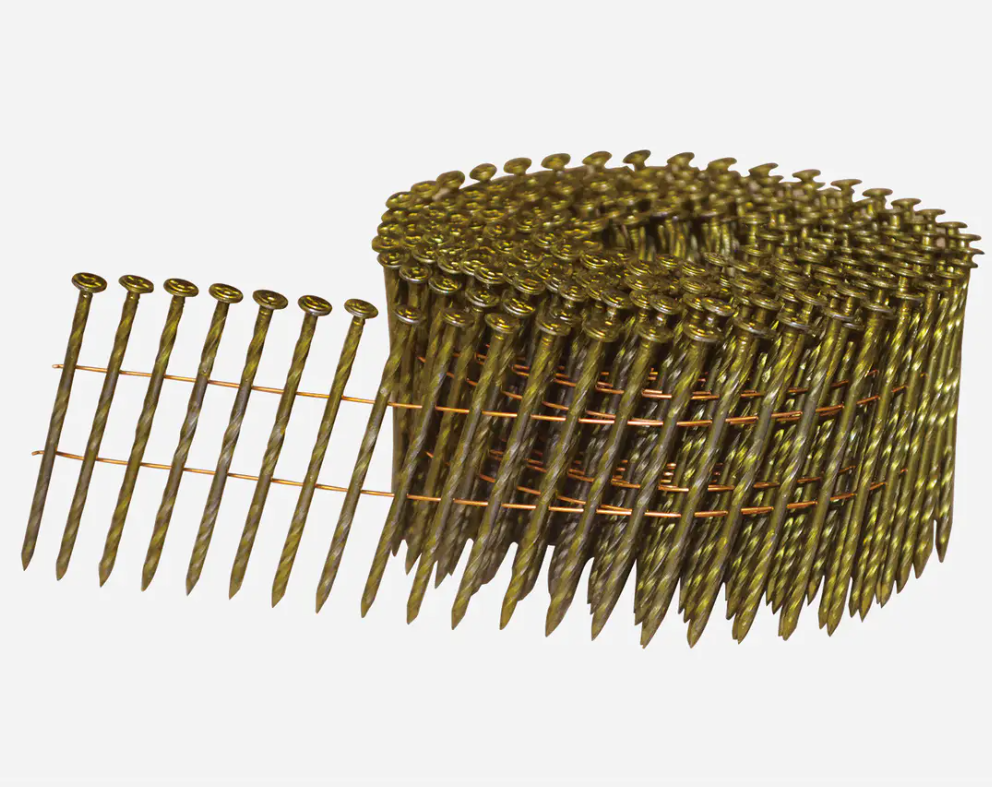
コイルあたり 3000 個のジャンボコイルネイル
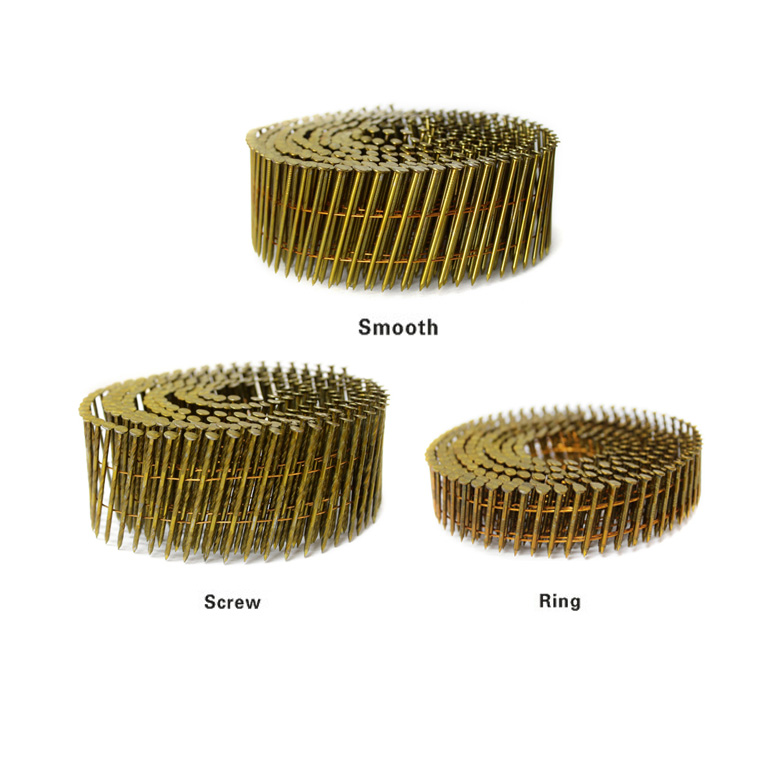
ロールネイルとロールネイル後の明るいシルクの品質は300kgです。釘打ち機構釘を使用します。釘を作るときは、製品の大きさに応じてさまざまな型を選択する必要があります。ローリングマシンの振動ディスクでは、釘は振動釘を通って整然とガイドレールに入り、その後釘ホイールに落ちます。飛行機のこのセクションでは、ペイント スロットとブラシが追加され、ペイント バケツと特別な電球が追加されます。ローリングネイルを通過すると塗装と乾燥が完了します。巻き取られた釘は、予め設定された本数に応じて釘ホイール上の赤外線カウンターによって自動的に切断され、作業者が巻物を通して最終製品を巻き込み、対応する梱包箱に詰めます。
1.釘に必要な金属材料を準備するための工程(a)を乾燥させることを特徴とするローリング釘の製造; 2.洗浄後のコールドスチール。 (C)図面CD) 釘、巻き釘を配置した釘や巻き釘、金属材料を釘の釘に通して、塗装する工程です。
【請求項2】 請求項1に記載の転造釘の製造において、工程(d)における浸漬塗装において、転造釘を速乾性塗料に浸漬することを特徴とする。

本発明は、脱酸皮革、絞り加工、釘、及び巻き釘を含む巻き釘の製造方法を開示した。プロセスステップを変更することにより、本発明は線引き前の脱酸化プロセスに追加される。本発明は、釘の製造工程と釘を巻く工程を同時に実施し、釘を巻く工程で塗料を浸漬するため、原材料のロスを減らし、生産効率を向上させることができる。本発明の汚染は、簡単で効果が明確であり、工業生産に適している。
ここにメッセージを書いて送信してください