私たちのウェブサイトへようこそ!





溶融亜鉛メッキコイルネイルがよく売れています
従来のブラッシュ加工は通常のコールドプルアップ加工を採用。シルクネイルを抜いた後は木くずを磨く必要がありました。木材チップが使用されていたため、空気中に落下し、深刻な大気粒子汚染を引き起こしました。塗料の塗料が乾燥するまで、空気中で30分以上待つ必要があります。吸着には活性炭を分離して使用していますが、それでも一定の刺激臭が発生するため、スタッフの健康に良くありません。

本発明の目的は、既存の技術の欠如を克服し、単純な職人技、高い生産効率、良好な製品品質、および少ない環境汚染を備えた生産プロセスを提供することである。上記の技術的課題を解決するために、本発明に記載のローリング釘の製造方法は、以下のステップを含む。
(A) 釘に必要な金属材料を準備します。
(B) 酸化皮膜を除去して金属材料の表面を洗浄し、潤滑剤を使用して洗浄鋼を冷却します。引く;人為的な損失を減らし、環境汚染を減らすことができます。工業生産に適しています。
角度: 15 度の平面または 16 度の円錐形、11 度、0 度。
直径: 0.083インチ、0.092インチ、0.099インチ、0.113インチ、0.120インチ、0.131インチ、0.148インチ。
長さ: 25mm-130mm。
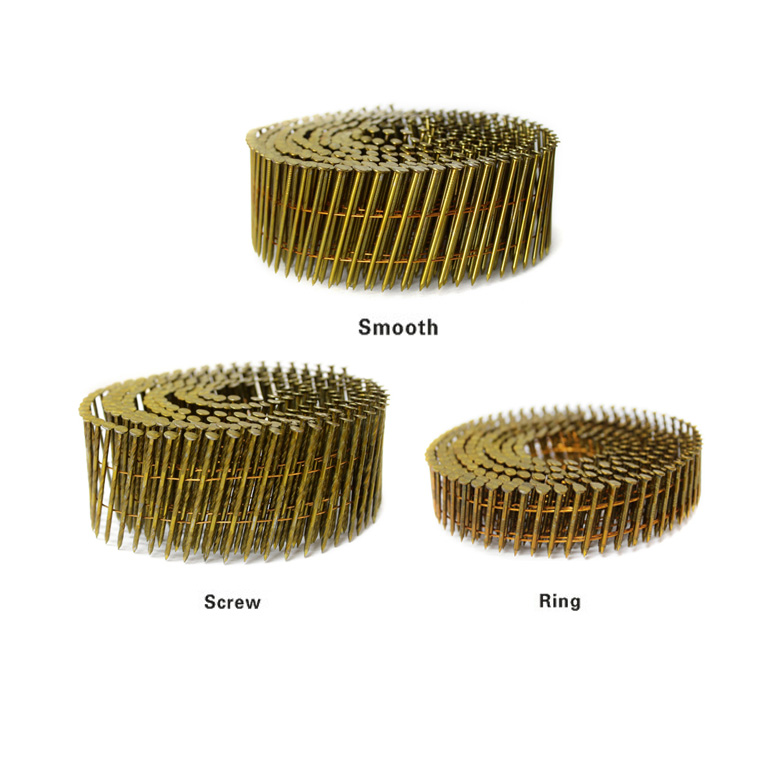
シャンク: スムース、リング、ネジ。
ポイント: ダイヤモンド、ノミ、鈍。
仕上げ:明るい、E.Galv。M.ガルブHDガルブ。304 316 ステンレス鋼。

ここにメッセージを書いて送信してください